A welded joint is a permanent joint. This welded joint can be made by the fusion of the edges of the two parts to be joined together, with or without the application of pressure and filler material. Based on this the welding process is classified. In this article, we are going to discuss the Welding Processes Classification.

The Welding process is extensively used in fabrication as an alternative method for casting or forging and as a replacement for bolted and riveted joints.
Most of the time the Welding process is also used as a repair medium. This means to reunite metal at a crack, to build up a small part that has broken off such as a gear tooth or to repair a worn surface such as a bearing surface.
Welding Processes Classification
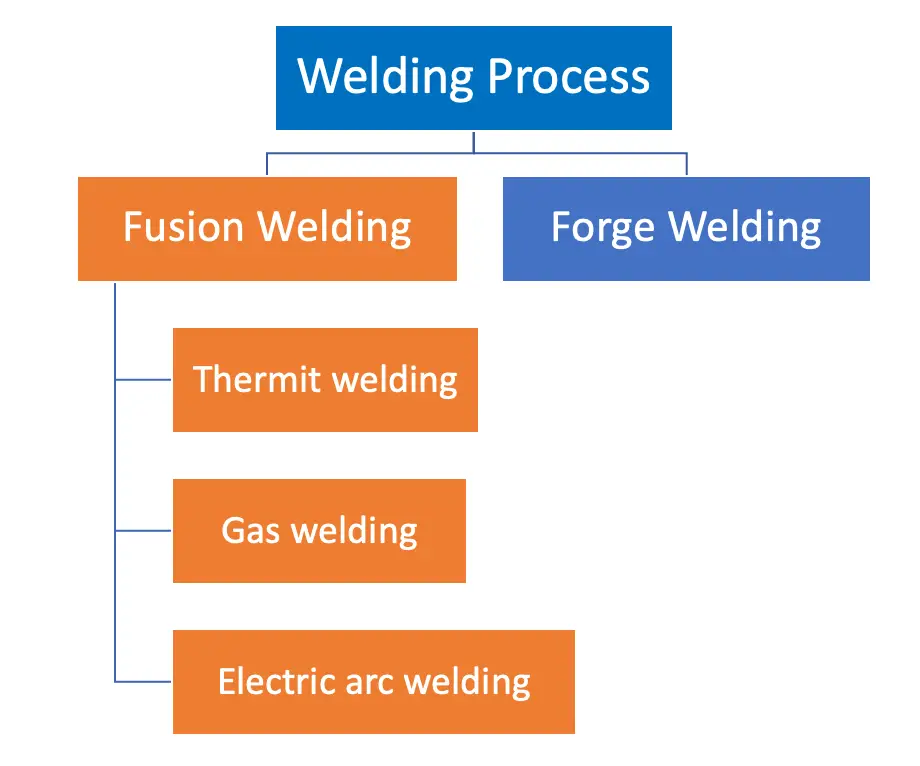
The welding processes may be broadly classified into two main groups. Those are
- Fusion Welding: In fusion Welding, it requores heat only.
- Forge Welding: In forge Welding we use bboth the heat along with the pressure.
Let us discuss these in detail.
Fusion Welding
In the case of fusion welding, the parts to be joined are held in position while the molten metal is supplied to the joint that needed to be welded.

The molten metal may come from a filler metal supplied or the molten metal come from them selfs (parent metal). The parts themselves or filler metal normally have the composition of the parent metal. Due to the heat from the molten filler metal or another heat source, the joint surface becomes plastic or even molten. Thus, when the molten metal solidifies or fuses, the welded joint is formed.
The fusion welding, according to the method of heat generated, may be classified as
- Thermit welding
- Gas welding
- Electric arc welding
1. Thermit Welding
In thermit welding, a mixture of iron oxide and aluminum called thermit is ignited and the iron oxide is reduced to molten iron. The molten iron is poured into a mold made around the joint and fuses with the parts to be welded. This is shown in the below sample picture of this welding process.

A major advantage of thermit welding is that all parts of the weld section are molten at the same time and the weld cools almost uniformly. This results in a minimum problem with residual stresses. It is fundamentally a melting and casting process.
As we have seen the example, this thermit welding is often used in joining iron and steel parts that are too large to be manufactured in one piece, such as rails, truck frames, locomotive frames, other large sections used on steam and railroads, for stern frames, rudder frames, etc.
In steel mills, thermit electric welding is employed to replace broken gear teeth, weld new necks on rolls and pinions, and repair broken shears.
2. Gas Welding
The gas welding is made by applying the flame of an oxy-acetylene or hydrogen gas from a welding torch upon the surfaces of the prepared joint. The following image shows how it’s being done.

The intense heat at the white cone of the flame heats up the local surfaces to the fusion point while the operator manipulates a welding rod to supply the metal for the weld. This way the molten metal of the welding rod and the melted surfaces form the joint. A flux is being used to remove the slag. Since the heating rate in gas welding is slow, therefore this welding method is used when thinner materials need to be welded.
3. Electric Arc Welding
In electric arc welding, the work is prepared in the same manner as for gas welding. In this Electric arc welding, the filler metal is supplied by a metal welding electrode. The operator, with his eyes and face protected, strikes an arc by touching the work of base metal with the electrode. The base metal in the path of the arc stream is melted, forming a pool of molten metal, which seems to be forced out of the pool by the blast from the arc, as shown in the following figure of Electric arc Welding.

A small depression is formed in the base metal and the molten metal is deposited around the edge of this depression, which is called the arc crater. The slag is brushed off after the joint has cooled.
The arc welding does not require the metal to be preheated and since the temperature of the arc is quite high, therefore the fusion of the metal is almost instantaneous. There are two kinds of arc weldings depending upon the type of electrode.
a) Un-shielded arc welding
b) Shielded arc welding
a) Un-shielded arc welding
When a large electrode or filler rod is used for welding, it is then said to be un-shielded arc welding. In this case, the deposited weld metal while it is hot will absorb oxygen and nitrogen from the atmosphere. This decreases the strength of weld metal and lowers its ductility and resistance to corrosion.
b) Shielded arc welding
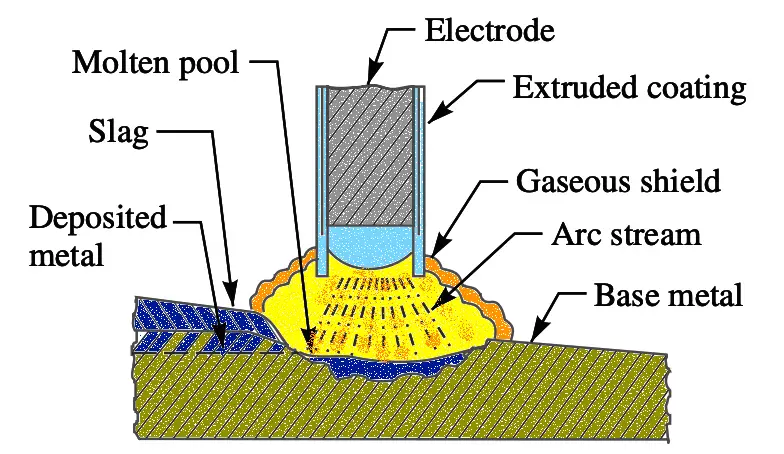
In shielded arc welding, the welding rods coated with solid material are used, as shown in the above schematic diagram. The resulting projection of coating focuses on a concentrated arc stream, which protects the globules of metal from the air and prevents the absorption of large amounts of harmful oxygen and nitrogen.
Forge Welding
In forge welding, the parts to be joined are first heated to a proper temperature in a furnace or forge and then hammered. This method of welding is rarely used nowadays. Electric-resistance welding is an example of forge welding.

In this case, the parts to be joined are pressed together and an electric current is passed from one part to the other until the metal is heated to the fusion temperature of the joint. The principle of applying heat and pressure, either sequentially or simultaneously, is widely used in the processes known as spot, seam, projection, upset, and flash welding.
Conclusion
This is the basic classification of the different Welding Processes. Furthermore, there are many welding processes classified under arc welding, gas welding. We discussed these in separate articles. Let us know what do you think about these in the comment section below.
Overall, a well-structured and informative piece on the classification of welding processes. 👏🔥 #MetalJoiningMastery