In metal works, Grinding is the metal removal process by the application of abrasives which are bonded to form a rotating wheel. In this grinding process, the metal is removed from the workpiece when the rotating wheel (abrasive) comes in contact with the workpiece. Many of us misunderstood that in this grinding process the metal is removed by a rubbing action. That is not correct. Actually, the grinding process is as much a cutting action as drilling, milling, and lathe turning. In the Grinding process, the Grinding wheel is the most important component. Let us discuss more details of grinding wheels in this article such as Abrasives used on grinding wheel, grinding wheel Properties, grinding wheel Shape and Structures.
Grinding Wheel
In the grinding process, an emery or corundum wheel is used as the cutting tool. Emery and corundum are naturally found abrasives and are impure forms of aluminium oxide Al2O3. A grinding wheel is made up of thousands of tiny abrasive particles embedded in a matrix called the ‘bond’ An abrasive is an extremely hard material second in hardness only to diamond.
The edges of the abrasive particles project out of the periphery of the grinding wheel, and when the grinding wheel rotates, each one of the particles acts like a tiny cutting tool machining away the material from the surface of the workpiece. To the naked eye, the cut material looks like metal dust mixed with powder from the grinding wheel. However, seen under a magnifying lens, the metal dust shows all the characteristics of metal chips produced in other machining processes. The grinding process is truly a chip producing machining process.
The grinding process can produce very accurate sizes, equally accurate geometry like flatness or circularity and a perfect surface finish. The grinding wheel is capable of machining hardened steel and even hardened high-speed steel, which other machining processes cannot do.
When a grinding wheel is applied to the workpiece, the sharp edges of the abrasive grains which are cutting, will eventually lose their cutting effect and become dull. At that stage, the abrasive grain should either split and form new edges or it should break away from the wheel exposing the next layer of grains to do their work. If the dulled grains stay in the wheel, they simply keep on rubbing on work without actually cutting. This defect is known as ‘glazing’. If on the other hand, the abrasive grains break away from the wheel or split prematurely, before becoming dull, it causes a reduction in the life of the grinding wheel.
Abrasives Materials for Grinding Wheel
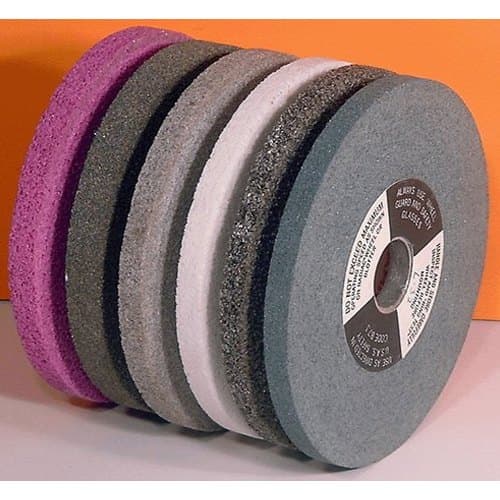
As we mentioned above Emery and corundum, are no longer used in modern grinding wheels. Instead, artificially manufactured abrasives are used due to their high purity. These abrasives are
- Silicon carbide (Greenish-black colour)
- Aluminous oxide, Al2O3 (Reddish-brown colour)
Silicon carbide is greenish-black in colour, whereas aluminous oxide is reddish-brown. Silicon carbide is harder and more brittle than alumina. For this reason, it is used for grinding materials of low grinding resistance like cast iron, brass, copper etc.

Aluminium oxide abrasive is more suitable for grinding most steels because of its greater toughness to cope with the increased grinding resistance offered. The code for silicon carbide is C and for Al2 O3 wheels, it is A. Apart from the abrasive, the performance of grinding wheels also depends upon many other factors. It is important that a suitable grinding wheel is selected for a particular application.
Grinding Wheel Characteristics
Following are the different characteristics of the Grinding wheel that are useful to classify the wheels.
Grit
Grit indicates, the size of abrasive grain. It is indicated by a number. Higher the number, the smaller the size of the grains. Abrasives finer than 200, are called ‘‘flours’’ designated as F, FF, and FFF. These and finer abrasive ‘flours’ are used by jewellers. For the fine finish of the ground surface, smaller grit size abrasive wheels are used. But their metal cutting capacity is limited. With larger size abrasive wheels, the finish is rough but the metal removal rate is higher.
Bond and Grade
Bond refers to the substance of which the matrix of the grinding wheel is made. The degree of hardness possessed by the bond is called the grade of the wheel and indicates the strength of the grip with which the abrasive grains are held in the bond.
The following bonds are generally employed in the manufacture of grinding wheels:
- Vitrified bond: It is denoted by the letter V and about 80% of the wheels used in the industry are of this bond.
- Silicate bond: It is denoted by the letter S and the silicate of soda (commonly known as water glass) is the main constituent of this bond.
- Shellac bond: It is denoted by the letter E and shellac (a naturally available material) is the main constituent of the bond.
- Rubber band: Here the abrasive is kneaded in rubber and the wheels are moulded from this material. Denoted by letter R.
- Resinoid bond: These wheels are made from bakelite and other resinous material. It is denoted by the letter B.
The bond hardness or grade is usually represented by the letters of the English alphabet. A represents very soft grade, while Z is very hard M and N represent medium grade hardness.
Grinding Wheel Structure
The proportion of bond material in a wheel varies from about 10% to 30% of its total volume. The structure of the wheel depends upon this percentage. If abrasive grains are too tightly packed, the percentage of bond material will be on the lower side. This is called a closed structure. If the abrasive grains are less tightly packed in the same volume, the wheels are said to have an open structure. The structure is indicated by a number varying from 1 (very closed structure) to 15 (very open structure).
On every grinding wheel, the manufacturers are obliged to give the following information, in the specified sequence about the
(a) Abrasive used (A or C)
(b) Grit number (e.g., 46)
(c) Grade (A to Z)
(d) Structure (1 to 15)
(e) Bond Type (by specified letters).
In addition, the manufacturer is free to supply some additional information as prefixes or suffixes to the above information.
Grinding Wheel Shapes
Grinding wheels are made in a wide variety of shapes to suit the immense range of work and special
features of machine tools on which the wheels shall be put to use. Many common shapes are shown in the following figure.

Wheels from (a) to (h) are disc wheels and grinding is to be done on the periphery of the wheel. Wheels (j) to (l) are mostly used on cup wheel grinders. Wheels (m), (n) and (p) are used for tool and cutters grinding. The thin wheel shown at (r) is used on abrasive cutters for slitting and parting off.
Grinding Wheel selection
It means choosing the most appropriate wheel for a particular grinding operation. Obviously, wheel selection would depend upon what abrasive is required, and other characteristics of the wheels. But it also depends upon many operating conditions like wheel and work speed, relative diameters of wheel and jobs, type and condition of machines etc. Therefore it is best to refer to the wheel manufacturer and go by his recommendations. The Thumb rule is to use a hard wheel for soft material and a soft wheel for hard material. A hard wheel retains the abrasives as they do not get dulled easily on soft material.
Conclusion
Choosing the most appropriate wheel for a particular grinding operation is the foremost important task and it can be done only by understanding the abrasive material required. we have clearly described the abrasive materials and their characteristics. we have also discussed the different sizes and the shapes of Grinding wheels. Let us know what do you think about this article in the comment section below.
looking to buy grinding wheels
8 inch
1/2 wide
hole 1 1/4
60 grit
k haedness
type 1
aluminum oxdie