A lathe is a machine which is used to manufacture the machine parts. Machining is one of the manufacturing processes with which we can manufacture machine parts of different shapes and sizes. With a Lathe machine, we can do many lathe operations to produce high quality and finished products. Turning is one of the most common operations that could be done with a Lathe Machine. Under turning operation we have many different operations such as Taper turning, profile turning and form turning and so on. Let us discuss the Tuning operation on the Lathe machine in a detailed manner.

Lathe Machine
The lathe machine rotates the workpiece about its axis to perform many operations by removing material with help of a cutting tool. This cutting tool is made of a much harder material than the material of the part to be machined. Material removed from the part is achieved by the relative movement between the cutting tool and the part.
We have discussed how the lathe machine works and discussed the main parts Click here to read more about Lathe Machine
Positioning Workpiece on Center Lathe
All workpieces have to be securely clamped in the chuck and centred before any operations can be performed on a lathe such as Turning, Facing, Taper turning, Profile turning or Form turning, Parting, Boring, Threading and Knurling.
A 3-jaws chuck is a self-centring device and is used for clamping round bars. A four jaws chuck is for clamping irregularly shaped jobs. In 4-jaws chuck, each jaw moves in radially independent of other jaws.
Centring means that the centre line of the workpiece should nearly coincide with the centre line of the machine spindle. It is not enough to hold the workpiece/job centrally in the chuck, the portion of the workpiece projecting out of the chuck should also be centrally placed. Collet chuck, faceplates etc. are some other holding devices for the workpiece.
Let us understand how the Workpiece can be configured on the Center lathe for Turning operation.
Positioning Workpiece on Center Lathe for Turning Operation
In this operation, the workpiece is rotated at a suitable r.p.m., so that metal cutting may take place at the recommended cutting speed.
If ‘d’ is the diameter of the workpiece
N speed in r.p.m.,
The cutting speed = π×d×N
A cutting tool is clamped in the tool post taking care that the tip of the tool is at the same height as the centre of the job. In the turning operation, the job rotates and the cutting tool is inserted into the surface of the workpiece by moving the cross slide, starting at the right-hand end of the workpiece.
The depth of cut of 1–1.5 mm may be taken and then the tool is steadily moved from right to left by sliding the carriage on the machine bed. The operation of turning is shown in the following figure.
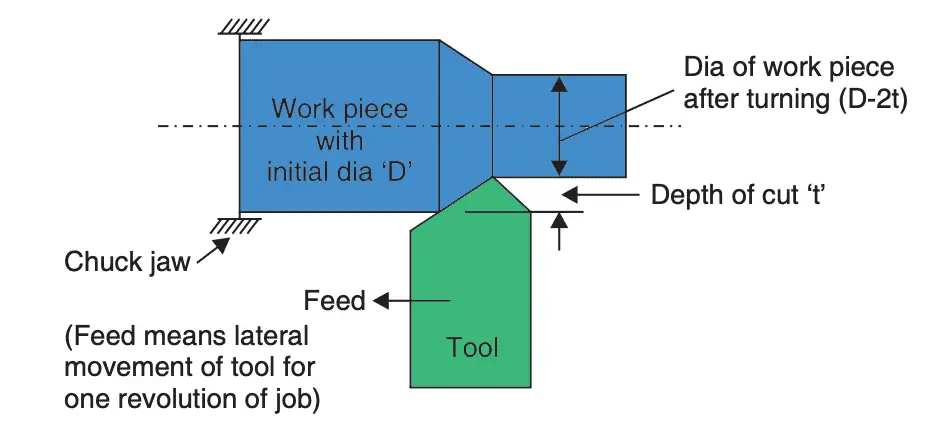
Feed is given to the tool. Feed is measured in mm/rev of the workpiece. Since workpiece r.p.m. is N,
The Feed per minute = N × feed/revolution (mm)
It may not be possible to achieve the desired reduction of diameter in one pass of the tool, the tool will have to be brought back to the right side, again advanced by 1–1.5 mm by moving the cross slide and then traversed again from right to left side. This process will have to be repeated several times until the desired diameter is reached.
In the process of turning, a cylindrical shape is generated as a result of the combined movement of the workpiece and the tool. Conical surfaces also can be made with turning operation. Let us discuss how taper turning can be performed on a lathe machine.
Do you know how to position the workpiece for Facing Operation?
In this operation, the workpiece is rotated as before, but the tool is moved across by a cross slide. The carriage remains fixed in one position. The result is the production of a flat circular section at one end of the cylinder. All lengths can be measured by taking this surface as a datum during further machining operations.
Taper Turning Operation
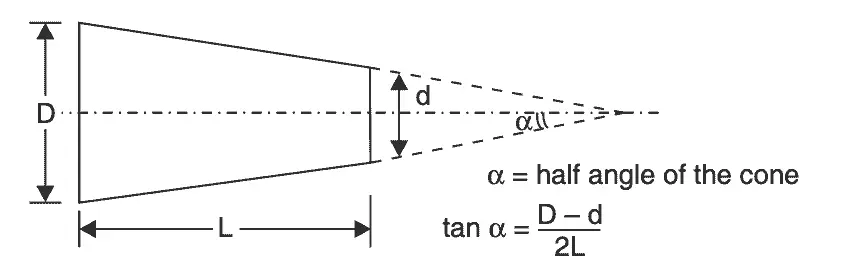
Taper turning means the production of a conical surface by a gradual reduction in diameter as we proceed along the length of the cylinder. A conical surface will be produced, if the cutting tool moves along a line which is inclined to the longitudinal axis of the workpiece instead of moving parallel to it.
A taper is defined by the half-angle (α) of the cone as shown in the following figure.
The following methods are used for taper turning on the lathe machine:
- By swivelling the compound rest.
- By offsetting tailstock.
- By using a taper turning attachment.
- By using a form tool.
1. Taper Turning by Swivelling Compound Rest
In this method, the compound rest is swivelled i.e., rotated in a horizontal plane by half cone angle (α). The workpiece is rotated as usual, but instead of using the carriage to traverse the tool, the tool is moved forward by the compound rest slide handwheel. Since the compound rest has been swivelled to an inclined position concerning the longitudinal axis of the lathe, the tool moves at an angle to the longitudinal axis of the lathe generating a conical surface accurately.
2. Taper Turning by Setting Over The Tailstock Centre
In this method, the tailstock centre is shifted in a direction at right angles to the longitudinal axis of the machine. The tailstock base guideways have some clearance and it can be shifted laterally by a limited amount on the machine bed. The calculation of the taper angle can be understood from the following figure.
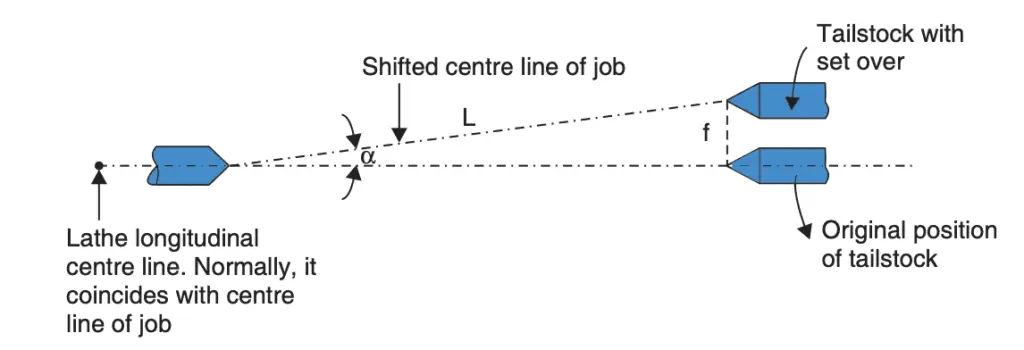
If the length of the job is L and the set over of tailstock is ‘f’ then
The half taper angle α = sin-1 (f/L)
It will be appreciated that in this case tool will traverse parallel to the machine centre line but the workpiece has taken an inclined position concerning the longitudinal centre line machine. This method can only be used, if the taper angle is small. Since the set over cannot be accurately measured, this method is not accurate, but in this case, workpieces with long lengths can be tackled, which is not possible with the compound rest method.
Taper Turning by Using Taper Turning Attachment
This method allows the accurate production of a wide range of tapers. A taper turning attachment is used on the backside of the cross slide. In this case, the cross slide moves a certain distance for a given amount of longitudinal traversed by the carriage. That is the tool gets a simultaneous movement in two perpendicular axes. The angle of the taper cut will depend upon the ratio of movement of the tool in the two axes.
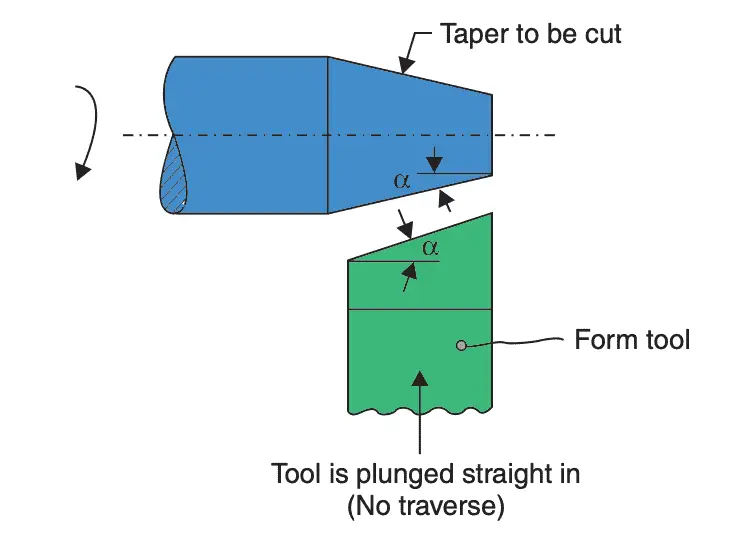
Taper Turning by Form Tool
In this case, tapers of only very short lengths are cut. The front profile of the form tool is such that when
the tool is pushed against the workpiece, the taper is produced. This method is illustrated in the following figure.
Profile Turning or Form Turning
The basic principle of this lathe operation has become clear from the example of taper turning with the help of a form tool. Various other forms like a specified radius, semicircular shape etc. can be generated similarly with a suitably shaped form tool and taking a plunge cut (i.e., only cross slide will be used while carriage will remain locked in position). Form tools should have a short profile, otherwise, the workpiece and the tool tend to vibrate and chatter.
Parting off
This operation is performed with a parting tool. This also requires a plunge cut. Gradually the diameter of the workpiece at the tool contact surface will reduce and will become smaller and smaller as the tool is fed in. Ultimately as the tip of the tool will reach the centre line of the job, the job will be parted into two pieces, the left-hand piece will remain clamped in the chuck, while the right-hand piece of requisite length will separate out.
Boring on Lathe
Boring means enlarging an existing hole. For the initial drilling of a hole on the lathe machine, the tailstock centre is removed and in the tailstock spindle, a drill is inserted. The tailstock is brought closer to the workpiece, which is held in the chuck and rotated. Now using the handwheel of the tailstock, the drill is advanced.
The advancing drill comes in contact with the end face of the workpiece and drills a hole through it. After the hole has been drilled to the required depth, the drill is withdrawn. This hole can then be enlarged in diameter by using a boring tool. The operation of boring is shown in the following figure.
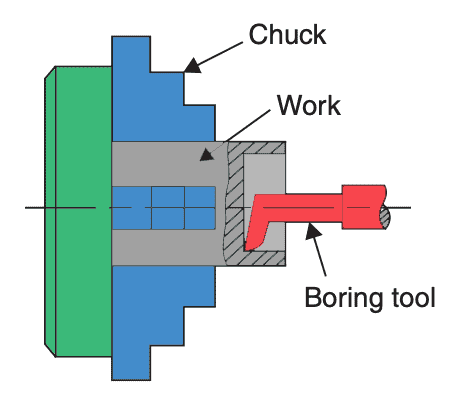
It is a delicate operation. The diameter of the boring tool or boring bar fitted with a tool bit has to be smaller than the hole in the workpiece. The boring operation is an internal turning operation but not being able to see the actual cutting, makes the operation tricky and delicate.
Threading on Lathe
Threading is an operation of cutting threads or helical grooves on the external cylindrical surface of the job. In this process, the carriage is connected to the lead screw.
The pitch of threads to be cut = (r.p.m. of lead screw/ r.p.m. of workpiece) × Pitch of lead screw
Thus there should be an arrangement to change the ratio of r.p.m. of the workpiece and the r.p.m. of the lead screw. This is done by a system of gears, which give the required ratio.
Threads have a standard profile. The cutting tool profile should match this profile. Now the threads can be cut in the usual manner by traversing the tool by engaging the clutch between the carriage and lead screw. Such screw-cutting lathes are provided, with reversible motors. The r.p.m. of the spindle is kept very low for thread cutting.
Knurling on Lathe
For a better grip, some workpieces are provided with a shallow diamond-shaped pattern on their circumference. Knurling rollers, which have a similar pattern cut on their surface are hardened. When a workpiece surface is required to be knurled, the workpiece is held in a chuck and rotated and the knurling roller is clamped in the tool post by moving the cross slide, and the roller is pressed into the surface of the workpiece. As the roller and workpiece surface rotate together, the pattern is etched into the surface of the workpiece.
Conclusion
This is all about the Turning operation on the lathe. With a lathe machine, we can perform any number of operations with help of many accessories and fittings. Which also greatly improves the performance and range of work which can be carried out on a lathe. Let us know what you think about this turning operation in the comment section below.
Leave a Reply