In metalworks, Rolling is the process of deforming metals or alloys to the required shape or thickness. In the previous article, we have discussed what Rolling and Rolling procedures are and the mechanism also different types of Rolling mills. Let us now discuss the possible Rolling defects.

In this Rolling process, metals and alloys are plastically deformed into semifinished or finished products by being pressed between two rolls that are rotating. The metal is initially pushed into the space between two rolls, thereafter once the roll takes a ‘‘bit’’ into the edge of the material, the material gets pulled in by the friction between the surfaces of the rolls and the material. Rolling can be done in both hot and cold conditions. Let us now discuss different types of Rolling mills based on Hot Rolling.
In both Hot rolling and Cold Rolling we do have some drawbacks due to some defects in the finished rolling products. Let us discuss those Rolling defects in detail.
Rolling Defects
To understand the causes and remedies of rolling defects, we shall divide them into two classes:
- Surface defects
- Structural defects
Surface defects include rusting and scaling, surface scratches, surface cracks, pits left on the surface due to subsequent detachment or removal of scales that may have been pressed into the surface.
Structural defects are more important than rolling defects some of which are difficult to remedy. These defects include the following:
(i) Wavy edges
(ii) Zipper cracks
(iii) Edge cracks
(iv) Centre split
(v) Alligatoring
(vi) Folds
(vii) Laminations
Wavy edges and zipper cracks
These defects are caused due to bending of rolls under the rolling pressure. A roll can be considered as a beam supported in its stands. Under rolling pressure, the rolls deflect in the manner shown in the below figure.
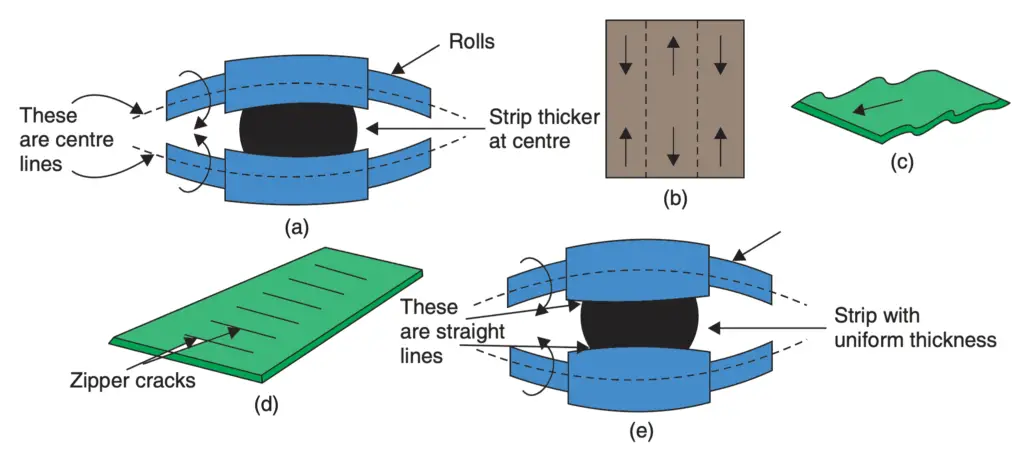
Consequently, the work material becomes thinner at the two edges and thicker in the central portion. In other words, it means that material becomes longer as measured along the edges than in the centre. This causes tensile stress in the centre and compressive stress in the edges. The former causes zipper cracks in the centre and the latter causes wavy edges.
The remedy for zipper cracks and wavy edges lies in providing a “camber” to the rolls. They are made slightly convex in the central portion to offset the effect of deflection under rolling loads.
Edge cracks and centre split
These defects are caused due to non-homogeneous plastic deformation of metal across the width. As the workpiece passes through the rolls, under the rolling pressures height decreases while its length increases. Some lateral spread i.e., increase in width also takes place. However, the lateral spread is more towards the edges than in the centre as there is little resistance to lateral spread towards the edges. In the centre lateral spread is resisted by friction and the adjacent layer of material. Hence decrease in a lateral spread in the central portion of work material results in a greater increase in length in this region as compared to the edges. This effect is shown in the below figure.
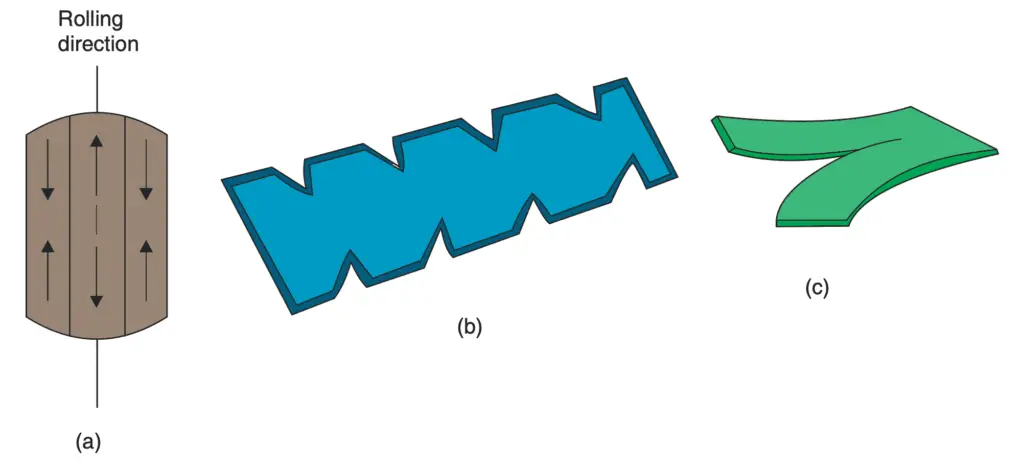
It can be realised that under such non-homogeneous deformation of work material, the edges experience a tension (as the central portion tries to pull it due to continuity of material) and the central portion experience compressive stress. Such a distribution of stress may result in edge crack or in severe cases, it may even lead to a split along the central portion.
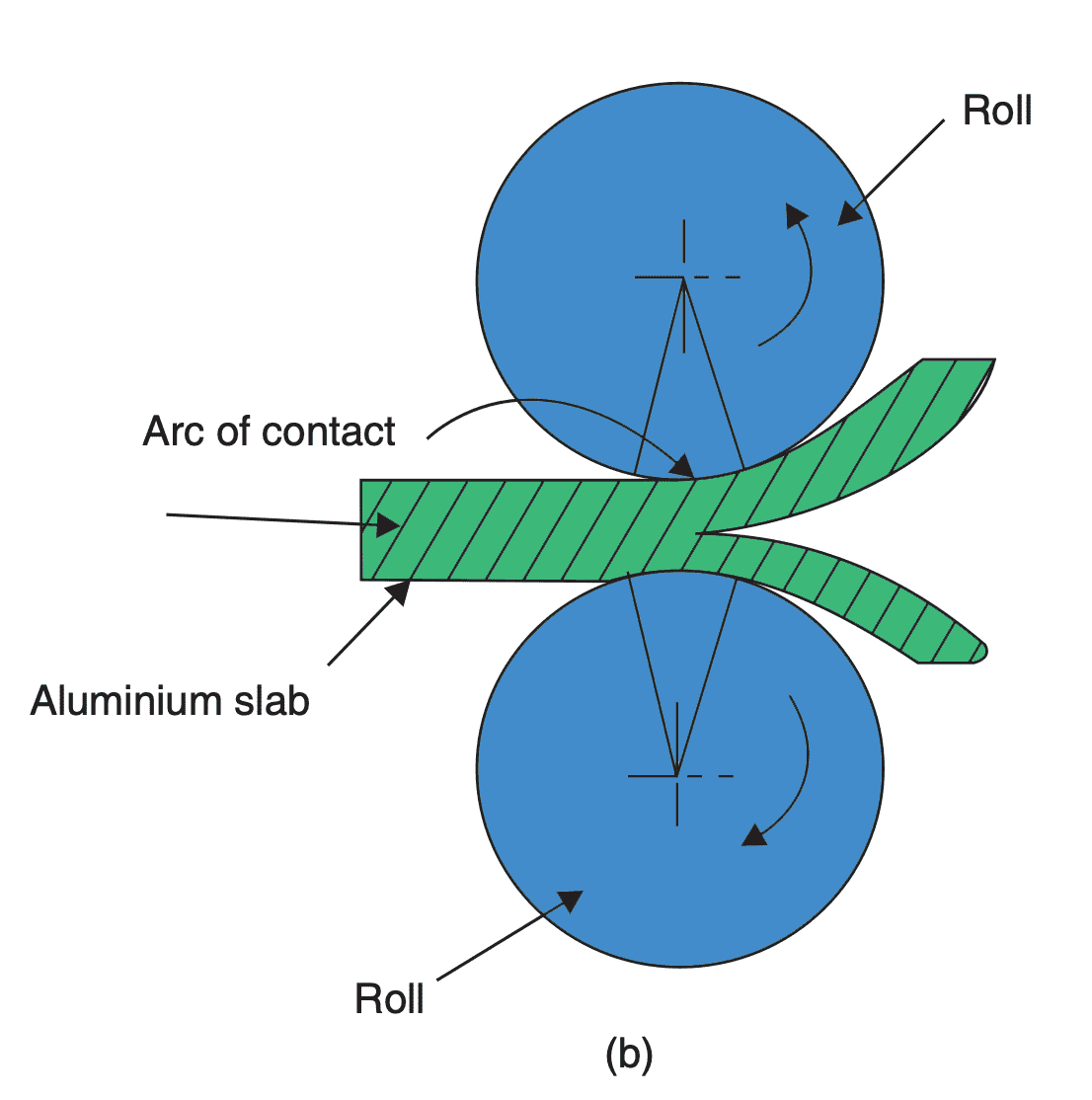
Alligatoring
As pointed out earlier, rolling entails a reduction in the height with a consequent increase in length. But due to friction present at the interface of the rolls and upper and lower surfaces of the work material, the elongation on the top and bottom surfaces are less than the material located at the centre of the thickness of the workpiece. If conditions become severe, it may cause a defect called “alligatoring” i.e., rupture of material along the length into an upper half and a lower half resembling the open mouth of an alligator. The defect is illustrated in the below figure.
Folds
This defect is encountered when the reduction per pass is very low.
Laminations
Laminations mean layers. If the ingot is not sound and has piping or blow holes and during rolling they do not get completely welded (e.g., if the piping has got oxidised material or non-metallic inclusions it will not get welded), it will cause a defect called laminations. Very often in the ingot, there are non-metallic inclusions; during rolling, they will get lengthened along with sound material. This may also cause laminations.
These defects can only be remedied by discarding the portion of the ingot where piping and other defects are present and selecting only good metal portion for rolling.
Conclusion
Rolling is one of the most used production technology especially ring rolling method is widely used for many applications such as ball and roller bearings, and steel tyres for railway wheels and many other application. Above mentioned Rolling defects will help us in producing more fine finishd products from the Rolling process.
Leave a Reply